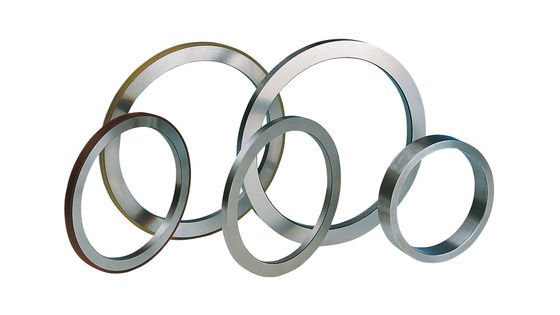
SENDA は、ステンレス鋼シート、コイル、ストリップを連続的に縦方向にスリットするための HRC55 ロータリー スリッター ブレードを製造しています。
各ブレードは、ステンレス鋼のグレード、材料の厚さ、引張強度、スリット速度、アーバーの寸法、機械の状態に応じてカスタマイズされます。メインブレードの材質オプションとして D2 および SKD11 が用意されており、硬度範囲は HRC 55 ~ 57 です。
適応ブレードサイズでは板厚公差±0.001mm、平行度0.002mm、研磨面粗さRa0.1μmまで制御可能です。
主要な製品情報
|
アイテム
|
仕様
|
| 刃の材質 |
D2/SKD11 |
| 硬度 |
HRC 55–57 |
| 寸法 |
図面に従ってカスタマイズ |
| MOQ |
2個 |
| リードタイム |
約35日 |
| 包装 |
木製ケース |
| 再研磨 |
海外のお客様もご利用いただけます |
製品概要
HRC55 ロータリー スリッター ブレードは、ステンレス製スリッター機の上下のアーバーに取り付けられます。ブレードは、制御された水平クリアランスと垂直オーバーラップを使用して、ステンレス鋼シートまたはコイルをより狭いストリップに連続的に分割します。
典型的なアプリケーションには次のようなものがあります。
- ステンレス鋼コイルスリットライン
- ステンレス鋼板スリッター機
- ステンレス鋼帯の製造
- 金属加工サービスセンター
- ステンレス鋼帯の精密加工
- ステンレス鋼のエッジトリミング
- マルチナイフスリッティングシステム
最終的なスリットの結果は硬度だけで決まるわけではありません。ブレードの材質、寸法精度、刃先の形状、アーバーの状態、スペーサーの構成、および設置パラメータも用途に適合させる必要があります。
製造前に、SENDA はステンレス鋼のグレード、厚さ、引張強度、刃の寸法、機械の状態をレビューします。
ステンレス鋼のスリット加工でよくある問題
過度のエッジバリ
過度のバリは、不適切な水平クリアランス、磨耗した刃先、ブレードの取り付けエラー、またはアーバーの振れに関連している可能性があります。
刃の厚みや平行度も上刃と下刃の切断位置に影響します。マルチナイフスリッティングシステムでは、個々のブレードとスペーサーの寸法偏差が蓄積し、実際の切断クリアランスが変化する可能性があります。
したがって、バリを制御するには、ブレードと完全なツール構成の両方を評価する必要があります。
最先端のチッピング
刃欠けは必ずしも硬度不足が原因ではありません。
硬度が高すぎて靱性が不足すると、高張力ステンレス鋼のスリット加工や過度の刃の重ね合わせ作業、異常な衝撃などの際に局所的なチッピングが発生する場合があります。
硬度が低すぎると刃先の摩耗が増加し、再研削の頻度が増加する可能性があります。
したがって、HRC 55 ~ 57 の範囲は、D2 または SKD11 の熱処理条件、ステンレス鋼の強度、材料の厚さ、および機械の負荷と一致する必要があります。
刃の不均一な摩耗
片側または局所的なブレードの摩耗は、次のことに関連している可能性があります。
- ブレードの平面度または平行度
- アーバー振れ
- スペーサーの厚み構成
- ツーリングのロック状態
- 偏荷重
- ステンレス鋼の厚さのバリエーション
- ブレードとワークのマッチング不良
ブレードを交換する前に、アーバー、スペーサー、ストリッピングリング、および取り付け状態も検査する必要があります。
不安定なストリップ幅
ストリップ幅の変動は、ブレードの厚さ、スペーサーの精度、アーバーの位置、工具のロック、または材料のトラッキングによって引き起こされる可能性があります。
マルチブレード スリッター ラインの場合、寸法管理は個々のロータリー スリッター ブレードのみではなく、ツーリング アセンブリ全体をカバーする必要があります。
ブレードの材質、硬度、精度を一致させる必要がある理由
HRC55 だけが選択要素ではない
HRC55 はブレードのロックウェル硬度レベルを示しますが、ブレードが特定のステンレス鋼のスリッティング ラインに適しているかどうかを独立して判断することはできません。
ブレードの選択には次の点も考慮する必要があります。
- ステンレス鋼種
- 材料の厚さ
- 引張強さまたは硬度
- スリッティング速度
- 必要なストリップ幅
- 刃の外径、内径、厚み
- 機械とアーバーの状態
- 既存のバリ、欠け、または摩耗の問題
D2、SKD11はHRC55~57の範囲で熱処理が可能です。最終的な材料と熱処理構成は、実際の動作条件に応じて選択する必要があります。
厚さの許容差はツーリングのアセンブリに影響します
SENDA では適用可能なブレードサイズに対して、ブレード厚さの公差を±0.001 mm まで制御できます。
マルチブレード ツーリング アセンブリでは、ブレードとスペーサーの厚さによって累積ツーリング幅が決まります。偏差が過度に蓄積すると、ストリップ幅の変動や実際の切削クリアランスと設計上の切削クリアランスの差が生じる可能性があります。
±0.001 mmの値はすべての直径と厚さに適用されるわけではありません。最終的な公差は刃物の寸法と要求される精度等級に応じて確認されます。
平行度はブレードの接触に影響します
適用ブレードサイズでは平行度0.002mmまでコントロール可能です。
平行度の偏差により、局所的な接触、不均一な負荷、または不均一な刃先の摩耗が発生する可能性があります。平行度を制御することで、上刃と下刃の間の意図した接触位置を維持できます。
表面粗さは摩擦と接触に影響を与える
標準的な微研削面はRa 0.2μmに達します。
適用ブレードサイズではRa0.1μmまでの研磨面が可能です。
必要な表面仕上げは、ステンレス鋼の表面要件、材料の接着性、スリット速度、および使用条件に応じて選択する必要があります。
SENDA HRC55 ロータリースリッター刃ソリューション
図面や動作条件に応じてカスタマイズ
SENDA は、顧客の図面、物理サンプル、または既存の刃の寸法に従って、HRC55 ロータリー スリッター ブレードを製造します。
カスタマイズ可能な項目は次のとおりです。
- 外径
- 内径
- 刃厚
- ボアフィット
- 最先端のジオメトリ
- 硬度
- 平面度
- 平行度
- 表面粗さ
- 防錆
- 梱包方法
ステンレス鋼のグレード、板厚範囲、引張強さ、スリット速度、機械条件などを製造前に検討します。
D2 および SKD11 の材質オプション
D2およびSKD11は、金属のスリット刃に使用される冷間工具鋼です。
最終的な材料の選択は次の要素によって異なります。
- ステンレス鋼の強度
- 材料の厚さ
- 刃先荷重
- 予想される摩耗モード
- チッピングのリスク
- 再研磨の要件
- スリッティングラインの状態
このページに表示されている HRC 55 ~ 57 の値は、使用可能なブレード硬度の範囲です。すべての用途で同じ熱処理プロセスが使用されるという意味ではありません。
精密研削と寸法管理
SENDA では、刃物の寸法と承認された図面に従って、次の項目を管理します。
- 刃厚
- 平面度
- 平行度
- 内径寸法
- 同心度またはラジアル振れ
- 刃先の状態
- 表面粗さ
適用可能な刃のサイズ:
- 厚さ公差は±0.001mmに達します
- 平行度は0.002mmに達します
- 標準表面粗さはRa0.2μmに達します
- 研磨面粗さはRa0.1μmに達します
スリッティングツールの完全なサポート
SENDA は、ロータリースリッターブレードに加えて、必要なストリップ幅、材料の剥離方法、機械構造に応じて適合するツーリングコンポーネントを提供できます。
利用可能なコンポーネントは次のとおりです。
- スチール製スペーサー
- シム
- PUリング
- ゴムリング
- セパレーターリング
- スチールストリッパーリング
ブレード、スペーサー、および剥離コンポーネントは、寸法の不一致や不安定な材料剥離を軽減するために、完全なツーリング システムとして構成する必要があります。
技術仕様
|
パラメータ
|
仕様
|
| 製品名 |
HRC55 ロータリースリッター刃 |
| 応用 |
ステンレス鋼板、コイル、ストリップのスリット加工 |
| 刃の材質 |
D2/SKD11 |
| 硬度 |
HRC 55–57 |
| 外径 |
図面に従ってカスタマイズ |
| 内径 |
アーバーの寸法に応じてカスタマイズ |
| 刃の厚さ |
ツール構成に応じてカスタマイズ |
| 厚さの許容差 |
適用可能なブレードサイズでは最小±0.001 mm |
| 平行度 |
寸法に応じて最小 0.002 mm |
| 平面度 |
刃の直径、厚さ、絞りの要件に応じて制御 |
| 穴の許容差 |
承認された図面とアーバーの取り付けに従って |
| 同心度・ラジアル振れ |
承認された図面と検査基準によると |
| 標準表面粗さ |
Ra0.2μm |
| 研磨面粗さ |
適用ブレードサイズはRa0.1μmまで |
| エッジジオメトリ |
スリット用途に合わせてカスタマイズ |
| 製造拠点 |
図面、サンプル、または既存のブレードの寸法 |
| 適合する工具 |
スペーサー、シム、PUリング、ゴムリング、ストリッパーリング |
| MOQ |
2個 |
| リードタイム |
約35日 |
| 標準梱包 |
木製ケース |
| 再研磨サービス |
海外のお客様もご利用いただけます |
| 認証 |
ISO9001 |
| 原産国 |
中国 |
注記:記載されている精度の値は、すべてのブレード サイズに適用されるわけではありません。最終的な公差と検査基準は、刃の直径、厚さ、材質および承認された図面に従って確認されます。
ステンレス鋼のスリット用途
HRC55 ロータリー スリッター ブレードは、ステンレス鋼シート、コイル、ストリップの縦方向のスリッターに使用されます。
ブレードの構成は、特定のステンレス鋼のグレードと動作条件に応じて選択する必要があります。
ステンレス鋼のグレードが異なると、以下の点が異なる場合があります。
- 抗張力
- 労働硬化行動
- 表面要件
- 最先端の要件
- 欠けや摩耗のリスク
「ステンレス鋼」という一般的な説明では、最終的なブレードの選択には不十分です。お客様は材料グレード、厚さ範囲、強度情報を提供する必要があります。
HRC55 ロータリー スリッター刃の仕組み
回転スリッターブレードは通常、上下のアーバーにペアで取り付けられます。
ステンレス鋼が機械を通過する際、上下のブレードは制御された水平クリアランスと垂直オーバーラップを通じて連続的なせん断作用を生み出します。
最終的な切断条件は次の影響を受けます。
- 刃の材質と硬度
- 刃先の状態
- 水平クリアランス
- 垂直オーバーラップ
- アーバーの精度
- ブレード平行度
- スペーサーの厚み構成
- ストリッパーリングの配置
- 材料の厚さ
- 抗張力
- 生産ラインのスピード
単一の固定クリアランス比をすべてのステンレス鋼グレードに適用する必要はありません。
水平すきまは、ステンレス鋼種、材料の厚さ、引張強さ、要求される刃先の状態、機械の状態に応じて選択する必要があります。
クリアランスが不十分であると、切削負荷、摩耗、欠けのリスクが増加する可能性があります。クリアランスが過剰になると、破断領域が広くなったり、バリやエッジの変形が増加したりする可能性があります。
HRC55 スリッター刃の正しい選び方
ステンレス材質の確認
以下を提供してください:
- ステンレス鋼種
- SUSシリーズ
- 材質の状態
- 抗張力
- 降伏強度または硬度
材料のグレードと強度は、ブレードの材料、硬度、刃先の形状、切断クリアランスに影響します。
素材の厚みを確認する
以下を提供してください:
- 通常の動作時の厚さ
- 最小厚さ
- 最大厚さ
- 製造中に厚みが変わるかどうか
材料の厚さは、ブレードの負荷、寸法、クリアランス、およびオーバーラップの要件に影響します。
刃先寸法の確認
推奨される情報は次のとおりです。
- 外径
- 内径
- 刃厚
- キー溝または取り付け構造
- 最先端のジオメトリ
- 既存の刃材
- 既存の刃の硬度
技術的な図面が好ましいです。図面が入手できない場合は、顧客は既存のブレードの写真、寸法、または物理サンプルを提供できます。
機械と生産パラメータを確認する
以下を提供してください:
- スリッター機型式
- アーバーの寸法
- スリッティング速度
- 必要なストリップ幅
- 各ツーリングセットのブレードの数
- ツーリングのロック方法
- 既存のスペーサーとストリッピングリング構成
ブレードはアーバーおよび完全なツーリングシステムと一致する必要があります。外径と内径の情報のみを使用して製造することはできません。
既存のスリッティングの問題について説明する
次のような現在の問題について説明してください。
- 過度のバリ
- 刃先チッピング
- 頻繁な再研磨
- 上下刃の不均一な摩耗
- 不安定なストリップ幅
- ステンレス表面の傷
- 材料の接着力
- 不安定な材料の剥離
SENDAでは、ブレード、クリアランス、スペーサー、アーバー、取り付け条件などを合わせて調整する必要があるかどうかを検討できます。
製造工程
HRC55 ロータリースリッター刃の製造ルートは、刃の材質、寸法、構造、精度の要件に応じて決定されます。
一般的なプロセスには次のものが含まれます。
- 図面とアプリケーションのレビュー
- 刃の材質の選択
- 原料検査
- ブランクの準備または鍛造
- 熱処理と焼き戻し
- CNC荒加工
- 内径・外径加工
- 精密平面研削
- 最先端の機械加工
- 細かい研削または研磨
- 消磁と防錆
- 最終検査
- 木箱梱包
薄いブレード、大径ブレード、特殊な刃先形状では、熱処理や研削中に異なる制御が必要になる場合があります。
検査と品質管理
SENDA は 1998 年に設立され、従業員は 100 名を超えています。製造・検査はISO9001品質マネジメントシステムに基づいて管理されています。
注文と承認された図面に応じて、検査項目には次のものが含まれます。
- 刃の材質
- 硬度
- 外径
- 内径
- 刃厚
- 平面度
- 平行度
- 同心度またはラジアル振れ
- 表面粗さ
- 刃先の状態
- 表面の傷
- 欠けやバリ
- 製品マーキング
- 防錆
- 梱包状態
最終検査要件は、承認された図面、注文書、および技術協定に基づいています。
海外再研磨サービス
SENDAでは海外のお客様向けに工場復帰再研磨サービスを提供しております。
再研磨の前に、使用済みブレードは次の点で評価されます。
- 最先端の摩耗
- チッピング深さ
- 刃残り寸法
- 材質と硬さの条件
- 過去の再研磨履歴
- 平面度と平行度
- 亀裂や異常な損傷
刃が再研磨に適した状態にある場合、SENDA は刃先の修復、精密研削、寸法の再検査、防錆、再梱包を行うことができます。
すべての使用済みブレードを再研磨できるわけではありません。深い欠け、残り寸法不足、または構造上の損傷があるブレードは交換する必要がある場合があります。
梱包、MOQ、配送
最低注文数量
最小注文数量は次のとおりです。
2個
これにより、カスタム仕様、サンプル確認、小ロット交換要件に対応できます。
リードタイム
標準リードタイムは次のとおりです。
約35日
最終的な納期は、ブレードの材質、寸法、数量、熱処理ルート、精度の要件によって異なります。
標準梱包
標準梱包は木箱です。
梱包準備には通常、次のものが含まれます。
- ブレードのクリーニング
- 防錆
- 最先端の保護
- 個別または積層固定
- 内部木製ケース補強材
- 外部マーキング検査
梱包方法は刃物の寸法、重量、ご注文数量に応じて調整させていただきます。
よくある質問
HRC55 はあらゆるステンレス鋼のスリット用途に適していますか?
いいえ。
HRC55 は 1 つのブレードの硬度要件です。また、刃の材質、ステンレス鋼種、材質の厚さ、引張強さ、切断速度、欠けのリスクなども合わせて評価する必要があります。
D2 と SKD11 のどちらを選択すればよいですか?
金属スリット刃はD2、SKD11ともに使用可能です。
最終的な選択は、ステンレス鋼の強度、厚さ、切削負荷、予想される摩耗モード、チッピングのリスク、および再研磨の要件によって異なります。
SENDAでは使用条件を検討した上で材質や熱処理形状を確認します。
SENDAでは図面通りの刃物を製作できますか?
はい。
SENDA は、お客様の図面、既存の刃の寸法、または物理サンプルに従って回転スリッター刃を製造できます。
図面には、外径、内径、厚さ、公差、エッジの形状、材料要件が含まれていることが望ましいです。
SENDA はどの程度の精度を提供できますか?
適用可能な刃のサイズ:
- 厚さ公差は±0.001mmに達します
- 平行度は0.002mmに達します
- 標準表面粗さはRa0.2μmに達します
- 研磨面粗さはRa0.1μmに達します
最終的な精度は刃物の寸法と図面の要件に従って確認されます。
SENDAはスペーサーやストリッピングリングを提供できますか?
はい。
SENDA は、完全なスリッティング ツール構成用のスチール スペーサー、シム、PU リング、ゴム リング、セパレーター リング、スチール ストリッパー リングを提供できます。
SENDAでは海外のお客様向けに再研磨は行っておりますか?
はい。
再研磨の前に、ブレードの摩耗、欠け、残りの寸法、材料の状態、および以前の再研磨履歴を評価する必要があります。
見積もりにはどのような情報が必要ですか?
以下を提供してください:
- ステンレス鋼種
- 材料厚さの範囲
- 引張強さまたは硬度
- スリッティング速度
- 必要なストリップ幅
- 刃の外径、内径、厚み
- スリッター機型式
- 図面またはサンプル
- 既存の刃材
- 現在のスリットの問題点
- 必要数量
- 適合するツール要件
お問い合わせ情報
アプリケーションのレビューと見積もりについては、次の情報を提供してください。
- ステンレス鋼種
- 材料の最小および最大の厚さ
- 引張強さまたは硬度
- スリッティング速度
- 必要なストリップ幅
- 刃外径×内径×厚さ
- スリッター機のモデルとアーバーの寸法
- 既存の刃の材質と硬度
- 現在のバリ、欠け、摩耗の問題
- 必要なスペーサー、シム、PU リングまたはストリッパー リング
- 図面、写真、またはサンプル情報
- 必要数量

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。