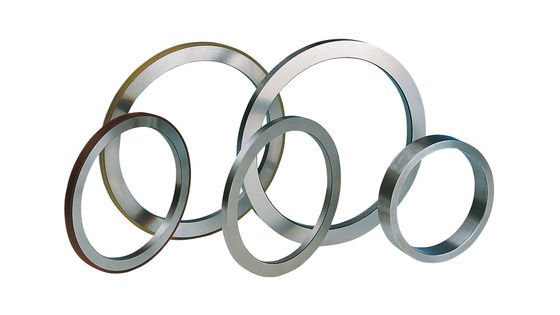
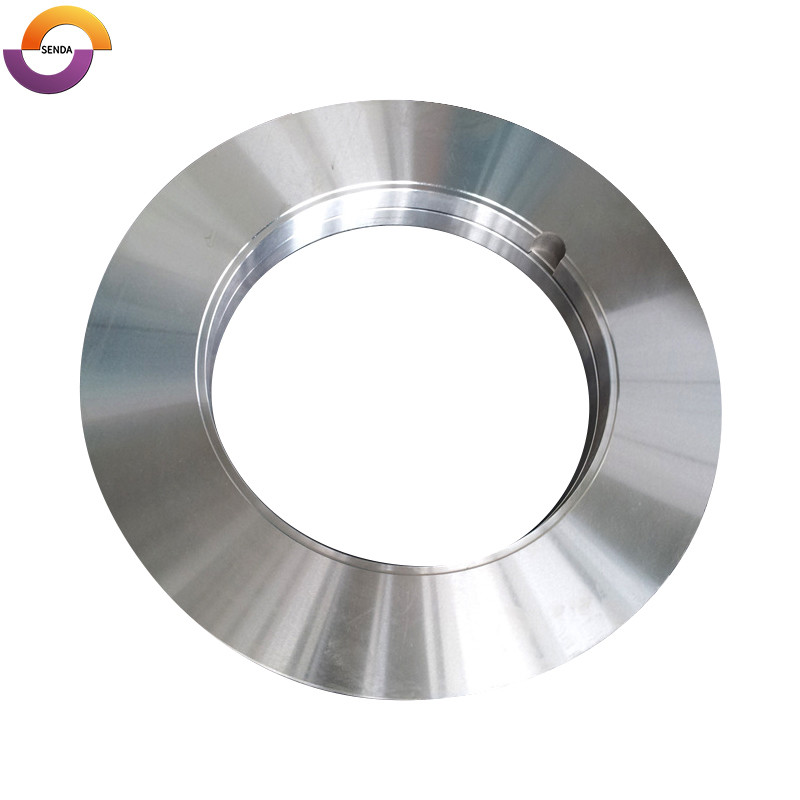
SENDA ロータリー スリッター ブレードは、冷却された熱間圧延鋼コイル、シート、ストリップを縦方向にスリットするために設計されています。ブレードはスリッターラインの上部アーバーと下部アーバーに取り付けられます。制御された水平クリアランスとブレードのオーバーラップを使用して、幅広のスチールコイルをより幅の狭いストリップに連続的に剪断します。
ブレードは、技術図面、既存のブレードの寸法、または物理サンプルに従ってカスタマイズできます。ブレードの材質、硬度、寸法精度、サポート工具は、熱間圧延鋼板の厚さ、引張強さ、スリット速度、機械条件、現在の切断問題に応じて選択されます。
主な製品仕様
|
パラメータ
|
仕様
|
| 製品名 |
ロータリースリッター刃 |
| 他の名前 |
コイルスリッターブレード、サーキュラースリッターナイフ、ロータリーシャーブレード |
| 応用 |
熱間圧延鋼コイル、シート、ストリップの縦スリット加工 |
| 切断厚さ |
0.1~24mm |
| 利用可能な材料 |
LS7、LS6、LS13、SKD11、ハイス、SD-51、SD-56、D2、Cr12MoV |
| 工具鋼の硬度 |
該当する工具鋼仕様の場合は HRC 62 ~ 64 |
| 最大外径 |
600mm |
| サイズ例 |
外径6.000インチ × 内径3.000インチ × 高さ0.375インチ |
| 内径許容差 |
+0.02mm |
| 同心 |
≤0.02mm |
| 厚さの許容差 |
刃径に応じて最小±0.001 mm |
| 標準表面粗さ |
Ra0.2μm |
| 研磨面粗さ |
適用サイズはRa0.1μmまで |
| 薄型業界の基準速度 |
最大約305m/分 |
| カスタマイズ |
図面、寸法またはサンプルによると |
| MOQ |
2個 |
| 納期 |
30~35日 |
記載されているサイズ例は、固定された標準仕様ではありません。最終的な外径、内径、厚さ、材質、硬度、公差は、承認された図面と実際のスリット条件に従って製造されます。
熱間圧延鋼のスリット用途
これらの回転スリッター刃は主に次の用途に使用されます。
- 熱間圧延鋼コイルのスリット加工
- 熱延鋼板のスリット加工
- 熱間圧延細帯の製造
- スチールコイル加工センター
- スチールサービスセンター
- 熱延板エッジトリミング
- 連続マルチナイフスリッティングライン
本製品は圧延工程を終えて冷却された熱間圧延鋼材を対象としています。赤熱した鋼の切断、熱間フライングシャーリング、または熱間圧延ラインでの高温での長さの切断作業を目的としたものではありません。
熱間圧延鋼のスリッティングでよくある問題
熱間圧延鋼の厚さ、強度、表面スケール、切断荷重は、ブレードの材質、硬度、工具パラメータの選択に影響します。ブレードまたはツールの構成が正しくないと、次のような問題が発生する可能性があります。
|
よくある問題
|
典型的な結果
|
| 過度のバリ |
スリットエッジに沿った連続的または局所的なバリ |
| エッジ変形 |
丸められた、圧縮された、または変形したストリップのエッジ |
| 刃欠け |
局所的な欠け、微小亀裂、またはエッジの損傷 |
| 刃の摩耗が早い |
急速な刃先の鈍化とより頻繁な再研磨 |
| 刃の不均一な摩耗 |
上部、下部、または隣接するブレード間の摩耗率の違い |
| 幅のバリエーション |
完成したストリップの寸法のばらつき |
| ナイフジャミング |
ブレードの取り付けまたは動作時の干渉 |
| 不安定な剥離 |
スリットストリップの案内や分離が難しい |
これらの問題は、必ずしもブレードの材質のみによって引き起こされるわけではありません。水平クリアランス、アーバーの精度、ブレードの平行度、スペーサーの蓄積、取り付け状態、ストリッピング構成も切断結果に影響を与える可能性があります。
バリや切断結果の異常が発生する理由
スリッティング結果が異なると、チェックする必要がある領域が異なることが示される場合があります。
|
スリット結果
|
検査方向
|
| すべてのストリップに完全に不規則なバリが発生 |
スリッター機と完全な工具セットの精度を確認します。 |
| 奇数または偶数のストリップを完全に分離することはできません |
アーバーの肩の位置合わせと最初のブレードペアのクリアランスを確認してください |
| 規則的なバリがストリップの同じ側に現れる |
ストリップ位置、セパレータ肩部、初期クリアランスを確認してください。 |
| ストリップ全長に沿った連続的なバリ |
アーバーの振れとブレードの平行度を確認してください |
| 一部のストリップは許容可能ですが、他のストリップは欠陥のままです |
蓄積されたブレードエラーとブレード表面状態を確認します |
| すべてのストリップの両側に定期的に過剰なバリがある |
水平方向のクリアランスが大きすぎる可能性があります |
| すべてのストリップの両側を定期的に圧縮 |
水平方向のクリアランスが小さすぎる可能性があります |
したがって、熱間圧延鋼のスリットの問題は、単にブレードの硬度を高めるのではなく、ブレード、アーバー、スペーサ、クリアランス、取り付け状態を合わせてチェックして評価する必要があります。
熱間圧延鋼板厚別ブレード材質
SENDAでは、熱間圧延鋼板の厚さ、引張強さ、表面状態、実際のスリット要件に応じてブレード材質を選択します。
|
熱間圧延鋼板の厚さ
|
利用可能な刃の材質
|
| <3.0mm |
LS7、LS6、SKD11、ハイス、SD-51、SD-56、D2、Cr12MoV |
| 3.0~6.0mm |
LS7、LS6、LS13、SKD11、ハイス、SD-51、SD-56、D2、Cr12MoV |
| >6.0mm |
LS7、LS13、SKD11、ハイス、SD-51、SD-56、D2、Cr12MoV |
LS7、LS6、LS13
LS7、LS6、LS13は熱間圧延鋼板の板厚範囲に応じて選択されます。
- LS7 は 3 つの主要な厚さ範囲にわたって使用できます。
- LS6は主に6.0mm以下の熱間圧延鋼材に使用されます。
- LS13は主に3.0mm以上の熱間圧延鋼材に使用されます。
SKD11、D2、Cr12MoV
SKD11、D2、Cr12MoV は、さまざまな厚さの熱間圧延鋼材に使用できる工具鋼材料カテゴリです。最終的な選択は、ストリップの強度、表面スケール、切断負荷、スリット速度、チッピングのリスクによって決まります。
HSS
ハイスは、さまざまな厚さ範囲の高速度鋼材料カテゴリとして利用可能です。実際のスリット条件に応じて、特定のハイス材種を選択します。
SD-51とSD-56
SD-51 および SD-56 は、冷間圧延および熱間圧延の用途に使用できます。最終的な選択は依然としてストリップの厚さ、強度、機械パラメータに依存します。
刃の硬度と靱性のバランス
HRC 62 ~ 64 は該当する工具鋼ブレード仕様に利用できますが、この硬度範囲をすべてのブレード材料に均一に適用する必要はありません。
最終的な硬さは以下によって決まります。
- 刃の材質
- 熱間圧延鋼板の厚さ
- 抗張力
- 表面スケール状態
- 刃の外径と厚さ
- スリッティング速度
- 最先端の負荷
- チッピングのリスク
硬度が高いほどエッジ保持力と摩耗制御がサポートされますが、ストリップが厚く、切断負荷が高く、または衝撃条件が高い場合は、ブレードの靭性も考慮する必要があります。
したがって、ブレードの材質と熱処理パラメータは、特定のスリット用途に応じて選択する必要があります。 HRC 62 ~ 64 は、すべての熱間圧延鋼スリッター ブレードの普遍的な硬度仕様ではありません。
刃厚公差と平行度
刃先精度は外径により変化します。 ±0.001 mm の厚さの公差は、すべてのブレード サイズに対する普遍的な公差として示されるべきではありません。
|
刃外径
|
厚さの許容差
|
平行度
|
| ≤250mm |
±0.001mm |
0.002mm |
| ≤340mm |
±0.001mm |
0.002mm |
| ≤420mm |
±0.001mm |
0.002mm |
| ≤550mm |
±0.003mm |
0.002mm |
| ≤600mm |
±0.005mm |
0.005mm |
マルチナイフスリッティングシステムでは、個々のブレードやスペーサーによる寸法誤差が蓄積する可能性があります。したがって、個々のブレードの厚さに加えて、工具スタック全体を制御する必要があります。
直径と厚さによるブレードの平面度
ブレードの平坦度は、外径とブレードの厚さの両方によって決まります。
|
刃外径
|
厚さ ≤ 1 mm
|
厚さ1~2mm
|
厚さ2~5mm
|
厚さ>5mm
|
| ≤250mm |
0.02mm |
0.005mm |
0.002mm |
0.002mm |
| ≤340mm |
0.03mm |
0.01mm |
0.005mm |
0.002mm |
| ≤420mm |
0.04mm |
0.02mm |
0.01mm |
0.002mm |
| ≤550mm |
— |
— |
0.02mm |
0.005mm |
| ≤600mm |
— |
— |
— |
0.01mm |
適切な平面度と平行度により、刃当たり、局部的な切削負荷、不均一な摩耗、仕上がりのスリットエッジのばらつきを抑制します。
表面粗さと仕上げ
標準のブレード表面粗さはRa0.2μmです。該当する精密サイズの場合、研磨面粗さはRa0.1μmに達する場合があります。
|
表面パラメータ
|
仕様
|
| 標準表面粗さ |
Ra0.2μm |
| 研磨面粗さ |
Ra0.1μm |
| Ra0.1μmの主な適用範囲 |
対応ブレードサイズ(外径 ≤ 420 mm) |
| 表面仕上げ |
研削、ラッピング、研磨 |
Raは真円度ではなく表面粗さを指すため、原文の「表面真円度:Ra 0.1μm」を「表面粗さ」に訂正します。
水平ブレードクリアランスの参考値
水平ブレードクリアランスは、ストリップの厚さと引張強さに応じて最初に選択されます。
|
材質と引張強さ
|
ストリップ厚さのパーセンテージとしての水平クリアランス
|
| 軟質アルミニウム、銅、真鍮、≤100 MPa |
3%~5% |
| 軟鋼、銅合金、硬質アルミニウム、≤240 MPa |
約10% |
| 中硬鋼および軟ステンレス鋼、約420~620MPa |
約12%~15% |
| ステンレス鋼および高合金鋼、約 700 ~ 1310 MPa |
約15%~25% |
熱間圧延鋼の主な基準範囲は次のとおりです。
- 引張強さ ≤ 240 MPa のより柔らかい熱間圧延鋼: ストリップ厚さの約 10% の初期クリアランス。
- 引張強さ約 420 ~ 620 MPa の中強度熱間圧延鋼材: 初期クリアランスはストリップ厚さの約 12 ~ 15%。
これらの値は初期設定の参考値です。最終クリアランスは、実際の鋼種、厚さ、刃先の状態、機械精度、必要なせん断刃のプロファイルに応じて調整する必要があります。
クリアランスが大きすぎると、定期的なバリが発生する可能性があります。クリアランスが不十分であると、材料の圧縮、刃先負荷、または異常摩耗が増加する可能性があります。
ロータリースリッター刃の仕組み
熱間圧延鋼コイルがスリットラインに入ると、上下の回転刃がそれぞれのアーバーに取り付けられます。ブレード、スペーサー、シムは必要なストリップ幅に応じて配置されます。
スリッティングプロセスには次のものが含まれます。
- 熱間圧延鋼コイルはスリットラインに入ります。
- 回転刃はターゲット幅に応じて上下のアーバーに配置されています。
- スチールスペーサーはブレードの位置と仕上がりのストリップ幅を制御します。
- シムはブレードの位置と水平クリアランスを微調整するために使用されます。
- 上部と下部のブレードは必要な水平方向のクリアランスを形成し、重なり合います。
- スチールコイルは刃先を通過する際に連続的にせん断されます。
- ゴムリングとストリッパーリングは、ホールドダウン、ガイド、ストリップの取り外しをサポートします。
- スリットストリップは引き続きリコイルまたは下流の処理を続けます。
スリッティングの品質は、ブレードの鋭さだけでなく、アーバーの状態、ブレードの精度、クリアランス設定、および完全なツールスタックの累積寸法にも依存します。
熱間圧延鋼スリッターライン用の完全なツーリング
SENDA は、スリッティングマシン、ターゲットストリップ幅、およびツーリングスタック構造に応じてブレードとサポートツールを構成できます。
|
ツーリングコンポーネント
|
主な機能
|
| ロータリースリッター刃 |
連続縦スリット加工を行う |
| スチールスペーサー |
ブレード位置と仕上げストリップ幅を制御 |
| シム |
ブレードの位置と水平クリアランスを微調整する |
| NBRリング |
熱間圧延材のホールドダウン、ガイド、ストリッピングサポートに推奨 |
| PUリング |
熱間圧延材の場合はオプション |
| スチールストリッパーリング |
圧力を加え、細いストリップをガイドして除去します |
| セパレータツール |
スリットストリップを分離してガイドします |
熱間圧延材の場合はNBRリングを推奨しますが、PUリングは機械や材料表面の状態に応じて選択できます。
熱間圧延鋼用ロータリースリッター刃の選び方
1. 熱間圧延鋼パラメータの確認
以下を提供してください:
この情報は、ブレードの材質、硬度、初期の水平クリアランスを決定するために使用されます。
2. ブレードとアーバーの寸法を確認する
以下を提供してください:
- 刃外径
- 刃内径
- 刃厚
- アーバーの寸法
- 穴径と取付構造
- 既存のブレード図面または物理サンプル
平面度、平行度、同心度、半径、面取り、または最先端の形状に関する図面要件も提供する必要があります。
3. 製造条件の確認
以下を提供してください:
- スリッティング速度
- ターゲットストリップ幅
- スリッター機モデル
- マルチナイフツール構成
約 0.5 ~ 2.7 mm の冷間圧延鋼および熱間圧延鋼を加工する一部の高速スリッティング ラインの業界基準速度は約 305 m/min です。実際の動作速度は、ストリップの厚さ、引張強さ、ブレードの寸法、機械の状態によって異なります。この速度は、0.1 ~ 24 mm の厚さの範囲全体に均一に適用しないでください。
4. 現在のスリッティングの問題を確認する
スリットエッジ、ブレードの刃先、摩耗状態の写真は、以下の評価に役立ちます。
- バリの位置と方向
- 刃欠け
- 刃の不均一な摩耗
- ストリップ幅のバリエーション
- ナイフ詰まり
- 不安定な剥離
5. サポートするツールの要件を確認する
注文に以下が必要かどうかを確認してください。
- スチール製スペーサー
- シム
- NBRまたはPUリング
- スチールストリッパーリング
- セパレータツール
図面レビューから寸法検査まで
熱間圧延鋼スリッターブレードは、お客様の既存のアーバー、スペーサー、および完全な工具スタックと一致する必要があります。 SENDA は、顧客の図面、既存のブレード寸法、または物理サンプルに従って製造できます。承認された図面は、製造および完成品検査の基礎として使用されます。
図面とパラメータのレビュー
生産前に、技術情報を検討して以下を確認します。
- 刃の外径、内径、厚さ
- ボアとアーバーのフィッティング寸法
- 平面度と平行度の要件
- 同心度の要件
- ラジアス、面取り、最先端の構造
- 寸法公差と検査基準を図面に表示
また、熱延鋼板の板厚、引張強さ、実際のスリット条件に応じて刃の材質、硬度、精度等級も選定されます。

刃物の仕上がり寸法検査
機械加工後、承認された図面と注文要件に従って、完成したブレードの寸法と表面状態がチェックされます。これは、ブレードが顧客の既存のアーバーおよびツール構成と一致していることを確認するのに役立ちます。
検査項目には次のものが含まれます。
- 外径
- 内径
- 刃厚
- 図面指定寸法
- 刃先と表面状態
- 完全なツーリングセットの寸法フィット
製造工程
SENDA は、鍛造合金工具鋼、高速度鋼、独自鋼、粉末冶金高性能鋼を使用した工業用スリッティング ツールを製造しています。
主な製造プロセスには次のものが含まれます。
- 申請書と図面の審査
- 刃の材質と硬度の確認
- 原料の準備と鍛造
- 真空熱処理または塩浴熱処理
- テンパリング
- CNC寸法加工
- 内外円筒研削加工
- 精密平面研削
- 最先端の加工
- ラッピングまたは研磨
- 寸法および表面検査
- 防錆・梱包
実際の製造ルートは、ブレードの材質、寸法、精度の要件によって異なる場合があります。
検査と品質管理
SENDAは、材料分析、寸法検査、表面検査を使用して、原材料、製造プロセス、完成したブレードを管理します。
|
検査項目
|
検査内容
|
| スペクトル分析 |
材料の化学組成を確認します |
| 金属組織分析 |
材料の微細構造を評価します |
| 非破壊検査 |
材料または製品の欠陥をチェックします |
| OD および ID 検査 |
承認された図面に従って外径と内径をチェックします |
| 厚み検査 |
刃の厚みをチェックします |
| 平面度検査 |
刃の平坦度をチェックします |
| 平行度検査 |
作業面間の平行度をチェックします |
| 同心度検査 |
内径と外径の同心関係を確認します |
| 表面粗さ検査 |
研削または研磨された表面の粗さをチェックします |
| 最先端の検査 |
欠け、バリ、研削状態をチェック |
具体的な検査項目は刃物の材質、寸法、図面、発注条件に応じて決定されます。
梱包と配送
|
アイテム
|
仕様
|
| MOQ |
2個 |
| 納期 |
30~35日 |
| 防錆 |
防錆油 |
| 内部保護 |
プラスチック製の保護包装 |
| 外装パッケージ |
丈夫な合板ケース |
| 支払い条件 |
L/C、D/A、D/P、T/T、ウェスタンユニオン |
| 認証 |
ISO9001 |
| 原産地 |
中国 |
梱包する前に、ブレードには防錆処理が施されます。保護プラスチック包装と強力な合板ケースにより、輸送中の湿気、腐食、刃先の損傷のリスクが軽減されます。
よくある質問
熱間圧延鋼スリッター刃にはどのような材質がありますか?
利用可能な材料には、LS7、LS6、LS13、SKD11、HSS、SD-51、SD-56、D2、Cr12MoV が含まれます。 LS7、LS6、LS13は熱延鋼板の板厚に応じて選定します。その他の材料は、ストリップの強度、表面状態、実際のスリット要件に応じて選択されます。
ブレードはどのくらいの厚さの熱間圧延鋼材を加工できますか?
現在の切断厚さの範囲は 0.1 ~ 24 mm です。厚さ、強度、機械条件が異なると、ブレードの材質、硬度、寸法、クリアランス、動作速度も異なります。
HRC 62 ~ 64 はあらゆるブレード材質に適していますか?
No. HRC 62 ~ 64 は、該当する工具鋼ブレード仕様でのみ使用可能です。 LSシリーズ鋼、HSS、SDシリーズ材料およびその他の材種は、材料特性と実際の使用条件に応じて硬度を選択する必要があります。
熱間圧延鋼のスリット加工にはどのくらいの水平クリアランスを使用する必要がありますか?
引張強さ ≤ 240 MPa のより柔らかい熱間圧延鋼の場合、ストリップ厚さの約 10% を初期基準として使用できます。約 420 ~ 620 MPa の中強度熱間圧延鋼の場合、約 12% ~ 15% を初期基準として使用できます。最終クリアランスは実際のせん断刃形状、バリの状態、機械精度、刃の状態に応じて調整してください。
SENDAが提供できる刃物の精度はどの程度ですか?
刃の直径に応じて、厚さの公差は±0.001 mm、平行度は0.002 mmに達することがあります。標準表面粗さはRa 0.2μmですが、研磨仕様ではRa0.1μmまで対応可能です。
見積もりにはどのような情報が必要ですか?
熱間圧延鋼種、板厚、引張強さ、スリット速度、対象板幅、ブレード外径×内径×T、アーバー寸法、現在のブレード材質、現在のスリット問題点、図面、必要数量をご連絡ください。
カスタム見積に必要な情報
適切なブレードの材質、硬度、寸法精度、工具構成を決定するには、以下を提供してください。
- 熱間圧延鋼種
- 熱間圧延鋼板の厚さ
- 抗張力
- スリッティング速度
- ターゲットストリップ幅
- 刃の外径、内径、厚み
- アーバーの寸法
- 現在のブレード材質
- 現在のバリ、欠け、摩耗の問題
- 必要なスペーサー、ゴムリングまたはストリッパーリング
- ブレードの技術図
- 既存のブレードの写真または物理的寸法
- 必要数量
ブレードの図面をアップロードし、熱間圧延鋼板の厚さ、引張強度、材質、寸法公差、工具の完全なレビューに関するスリッティング ラインのパラメータを提供します。

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。